15512346111
15512346111


霸州市普安通用设备制造厂
手机:15512346111
电话:15512346111
网址:www.hbstjx.com
地址:河北省霸州市康仙庄马兴庄村
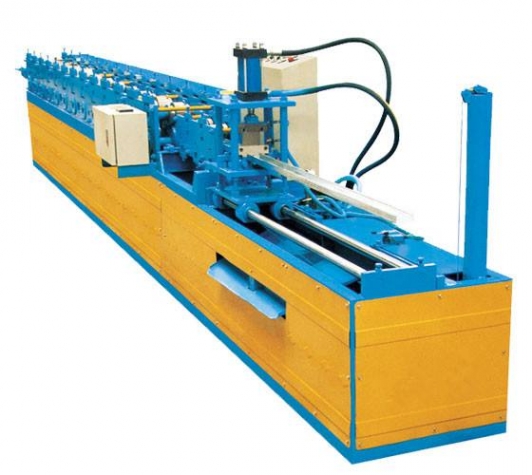
生产轻钢龙骨的朋友经常会遇到龙骨机需要调试的问题,比如三角龙骨机、冷弯机、钢衬机。购买机器时存在一些问题,有些问题是在生产一定时间后出现的。遇到这些问题,不熟悉的人很难正常调整回来。需要调机回来,需要长期经验,或者需要特殊训练。
下面针对经常遇到的问题介绍一些调试方法,把工作中的经验和方法传给大家。首先,我告诉你一个关键的想法。我们调试的目的是把龙骨机的轧辊调整回一条直线,每组上下轧辊的间隙基本相同,这就是调试的目的。因此,我们在使用时,应经常检查螺钉的松动情况,并在松动前进行加固,这样就不容易出现辊偏的问题。

首先判断扭曲、波浪、弯曲的原因。当左右扭曲或有波浪时,可能是轧辊不再在一条直线上,或者是一个或几个轧辊的上下轧辊之间的左右间隙(即高低)不均匀。当产品上下弯曲时,一个或多个辊子之间的间隙可能不一致。
其次,调整龙骨机滚回一条直线。当问题不严重时,可以通过点动(按下前进开关并释放)来进行轧辊检查,这样就可以粗略地检查出材料在离开或进入每一个轧辊时的状态,并可以看到哪一个轧辊偏离了直线。比如出料的时候扭了或者换了,可以判断哪个辊有偏差。通过调整辊的左右位置,上下辊之间的间隙可以向后调整。有时,这种方法并不准确,因为轻钢龙骨机厂家生产龙骨时,头部和尾部会扭曲。所以,要看工作中慢慢总结。当轧辊行走出现严重偏差时,需要拉出所有上轧辊,并拉出下轧辊进行调整。拉丝的方法是先固定头一组和后面一组轧辊的中间点,然后通过这两点画一条细直线,再将中间轧辊的中间点调整成一条直线。
第三,调整上下辊之间的间隙。为了使上下辊之间的间隙均匀,正好适合物料通过。我们需要分组调整。前提是保证轧辊在一条直线上,然后放入物料。通过某一辊时,均匀向下调整上辊左右螺丝,直至拧紧,然后松开左右螺丝一两圈。实际的松动是根据自己的把握慢慢调整的。为了更好的容忍落差的情况,有的老师会用小镜子在一边拍照,用手电筒透光,让你看得见。这样,滚轮调整完成后,基本上就可以正常了。上述调试方法,如果轧辊设计本身没有问题,一般可以通过这些方法调整到正常状态。一些具体细节需要在调试过程中慢慢掌握。